CO₂ Laser vs. RF Laser in Filter Cloth Cutting: Which Is Right for You?
When it comes to filter cloth cutting, CO₂ glass tube lasers and RF metal tube lasers are often compared side by side. At first glance, many buyers are impressed by the “higher wattage” and “longer lifespan” of RF systems. However, in large-format, high-output filter cloth production, the reality is very different from the sales pitch.
1. CO₂ Glass Tube Lasers — Strengths & Limitations
Strengths
-
High power utilization (150–200 W tubes operate steadily at 60–80%)
-
Faster cutting speeds, especially with dual-head systems (≈250 mm/s per head for 200–450 g/m² cloths)
-
Clean, sealed edges without yellowing or burning
-
Lower equipment and maintenance cost, strong cost-effectiveness
Limitations
-
Shorter lifespan (typically 2–3 years before replacement is required)
2. RF Metal Tube Lasers — Strengths & Limitations
Strengths
-
Smaller spot size, higher cutting precision (suitable for fine graphics and small-radius curves)
-
Longer lifespan (2–3× that of glass tubes)
-
More stable beam quality over time
Limitations
-
High purchase and maintenance costs
-
Slower cutting speeds compared to CO₂ glass tubes in wide-format, high-throughput applications
-
In practice, stable operation is only possible at 30% output power (a 500 W RF tube is effectively ≈150 W usable)
-
Exceeding this limit leads to thermal damage (burnt edges, yellowing) or incomplete cuts
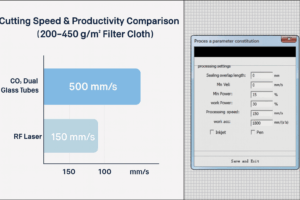
3. Cutting Speed & Productivity Comparison (200–450 g/m² Filter Cloth)
| Laser Type | Rated Power | Usable Output | Safe Practical Cutting Speed | Suitable Applications |
|---|---|---|---|---|
| CO₂ Glass Tube (Dual Heads) | 150–200 W × 2 | 60–80% (well-matched to cloth) | ≈ 250 mm/s per head (≈ 500 mm/s equivalent) | 2 m rolls, straight lines & regular curves |
| RF Metal Tube (Single Head) | 300–500 W | Limited to 30% (≈150 W) | ≈ 150 mm/s | Small-format, fine engraving |
*Based on 200–450 g/m² PP/PET/PA monofilament cloths, under stable feeding and tension control, reflecting sustained industrial operation.
Productivity Example (2 m Wide Fabric, Straight/Regular Paths)
-
CO₂ Dual Glass Tubes → 250 mm/s × 60 = 15 m/min per head → 30 m/min combined (≈1,800 m/hour)
-
RF Metal Tube (30% Limit) → 150 mm/s × 60 = 9 m/min (≈540 m/hour)
➡ Result: CO₂ dual-head systems deliver 2–3.3× higher throughput than RF metal tubes, with cleaner edges.
4. Industry Insights & User Experience
During field research, an important trend became clear:
-
Many RF laser suppliers shifted focus to metal tube sales after failing to succeed in CO₂ tube development. More critically, they lack deep knowledge of filter cloth properties and have little connection with on-site factory operations. Their marketing focuses only on the product itself, not its real-world application.
-
Procurement teams, often without strong technical backgrounds, are easily persuaded by the idea that “higher wattage = faster cutting.” Decision-makers, influenced by these claims, frequently choose RF systems believing that 500 W means higher efficiency.
-
In reality, a 500 W RF tube can only operate stably at 30% (≈150 W) when cutting 200–450 g/m² cloths. Beyond this, thermal damage or incomplete cutting becomes unavoidable.
-
These findings are not just theory. They are based on first-hand trials at SEFAR’s factory, where operators confirmed the limitations through real cutting tests.
This highlights a critical gap: relying solely on supplier brochures and technical specs can easily lead to misinformed purchasing decisions.
5. Conclusion
For cutting 200–450 g/m² filter cloth, RF metal tubes are limited to 30% output, which caps their safe cutting speed at ~150 mm/s. By contrast, CO₂ dual glass tubes can sustain ~250 mm/s per head, achieving 2–3.3× higher throughput with cleaner sealed edges.
If your goal is wide-format, high-volume, reliable filter cloth cutting, CO₂ dual glass tube laser systems are the scientifically proven and economically sound choice.